
A Tech Bite from Greener Packaging Technology Engineer Steve Tucker
For heat seal applications on vertical baggers and flow wrappers, a packaging material’s seal range is a key driver of package quality and maximum machine speeds.
This Greener Tech Bite:
- Explains the crucial distinction between Laboratory Seal Range and Manufacturing Seal Range
- Identifies key factors that restrict Manufacturing Seal Range
- Recommends solutions that mitigate these issues
Laboratory vs. Manufacturing Seal Range
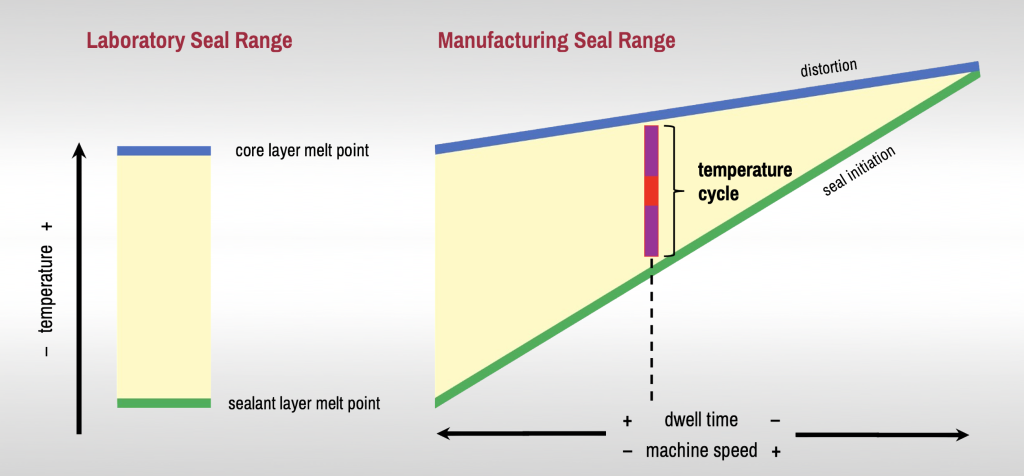
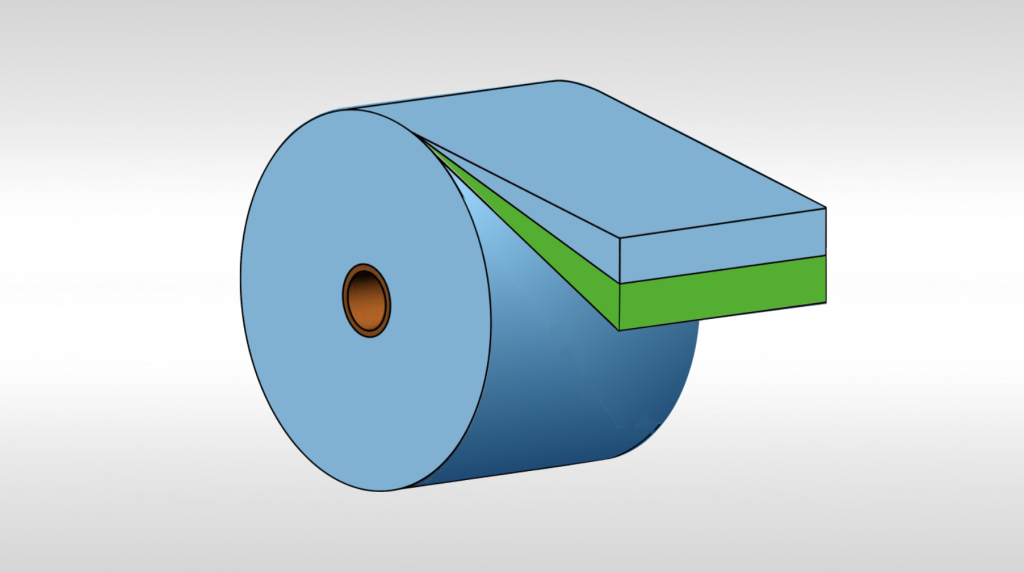
A material’s Laboratory Seal Range extends between the melt point of its sealant layer and the melt point of its core layers.
Unlike the Laboratory Seal Range, the Manufacturing Seal Range does not remain constant; it narrows as machine speed increases and sealing time, or dwell, is reduced. Maximum machine speed is limited by the need to keep normal sealing jaw temperature cycles within this Manufacturing Seal Range.
Thermal Transfer Efficiency (TTE)
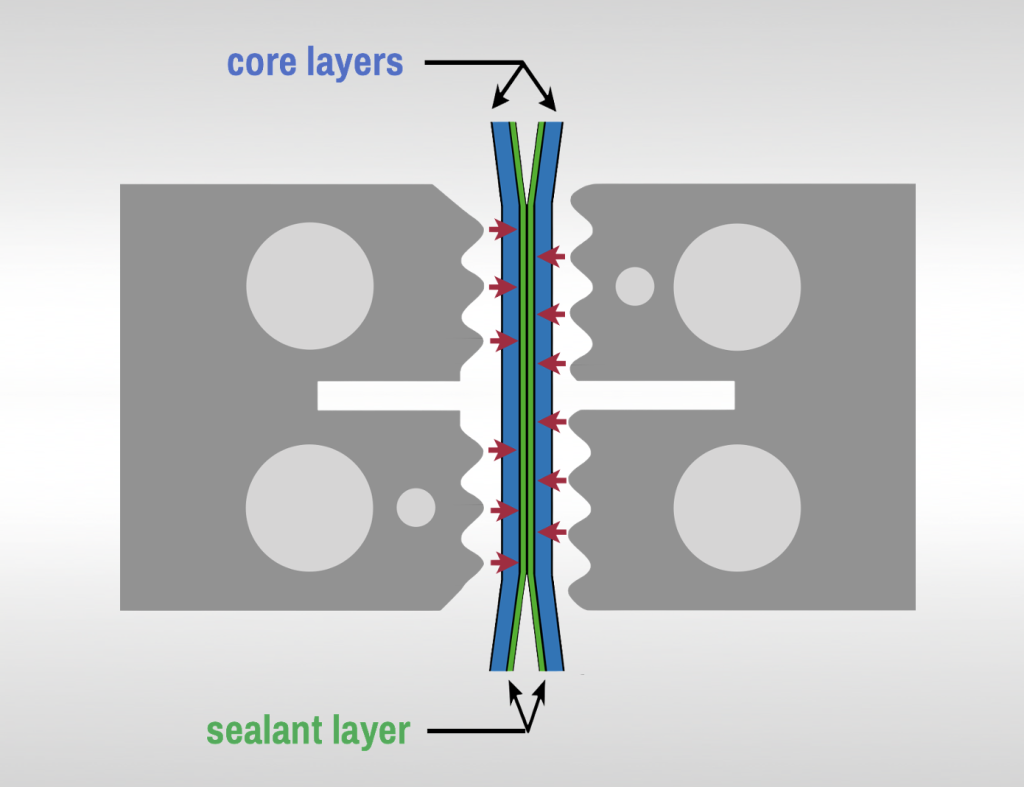
The goal is to optimize Thermal Transfer Efficiency—to activate the sealant layer and move it into channels and voids to seal off leaks as quickly as possible without overheating and distorting the core layers.
Manufacturing Seal Range
Manufacturing Seal Range determines the minimum dwell time and the maximum machine speed that will maintain proper seal integrity. A number of factors can tighten the Manufacturing Seal Range and limit maximum machine speeds, including:
- Packaging structures with a narrow laboratory seal range, such as sustainable mono-materials.
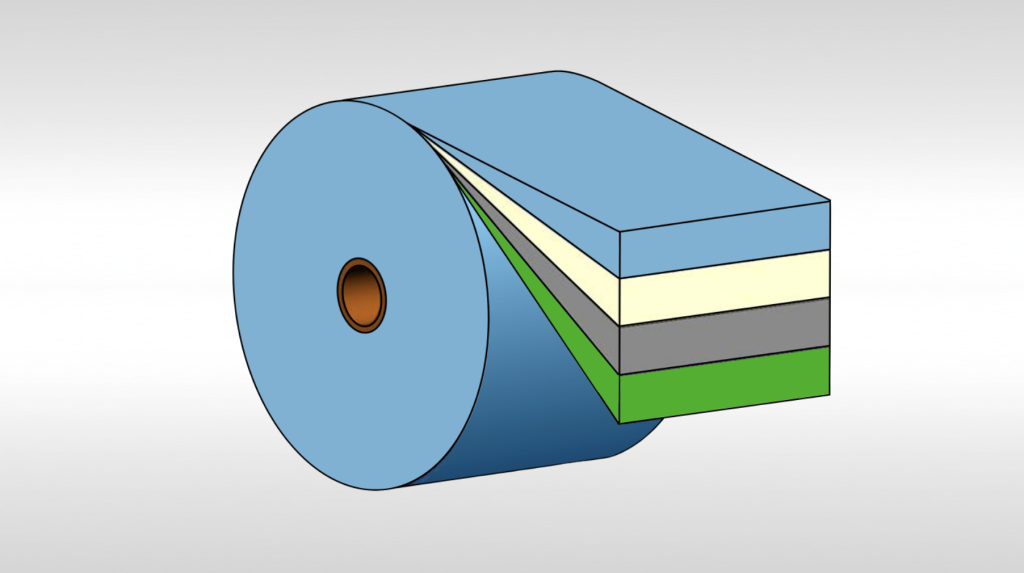
- Thicker packaging materials, which require higher sealing jaw temperatures and/or more dwell time to activate the sealant layer.
- Lower sealing pressure, which is a function of the force with which the bagger or wrapper closes the sealing jaws. Force has limited adjustability on most machines.
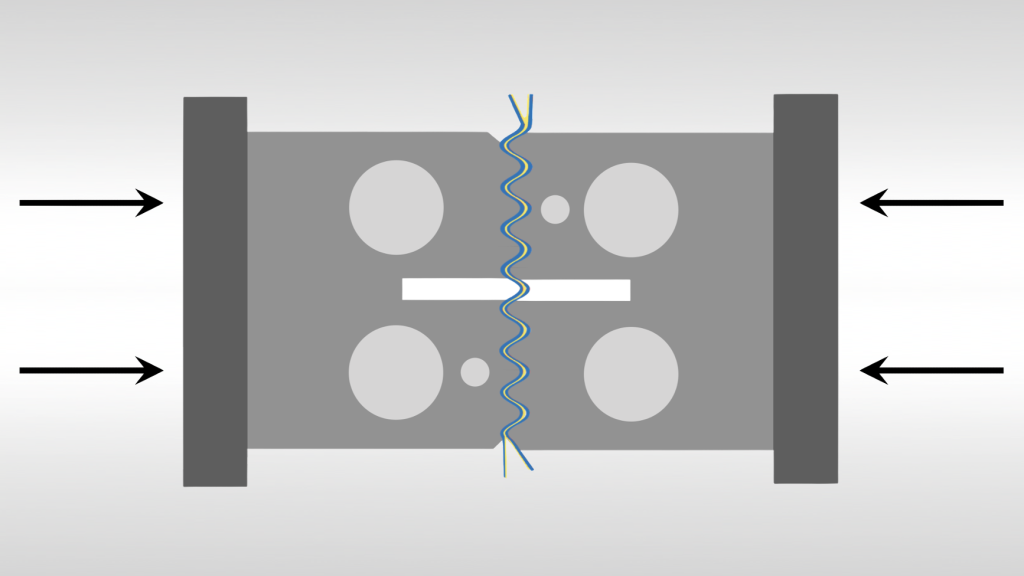
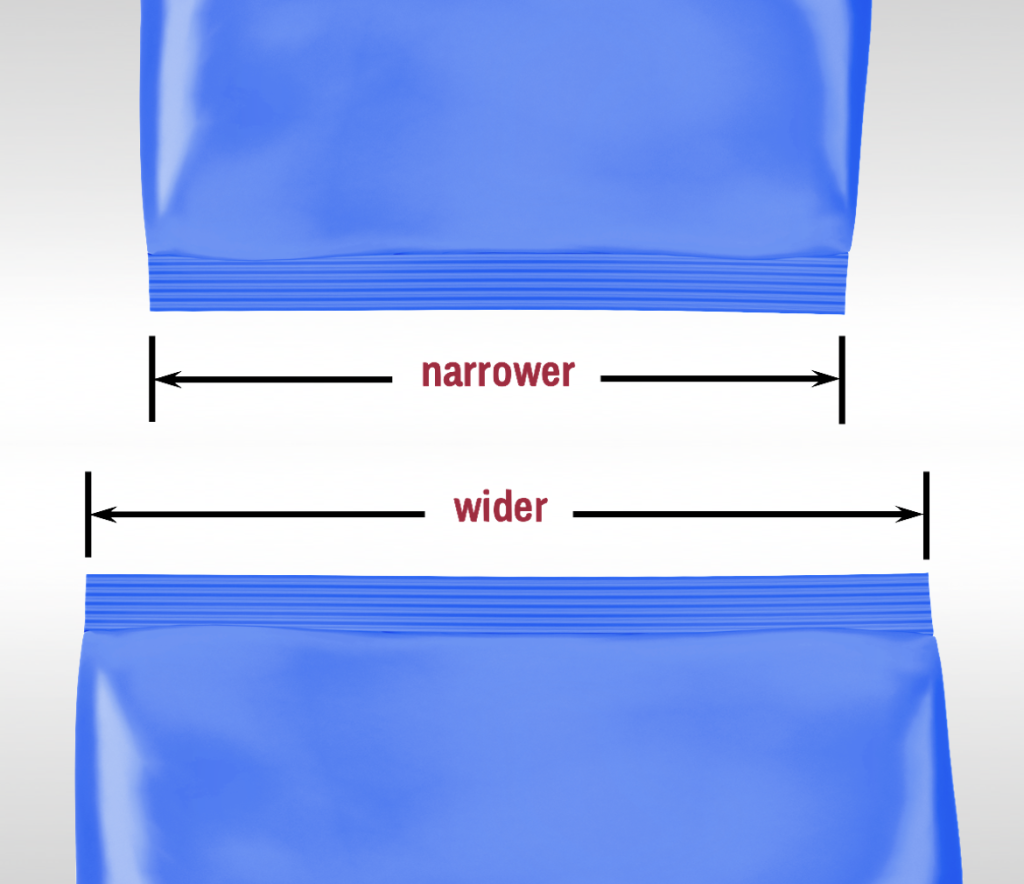
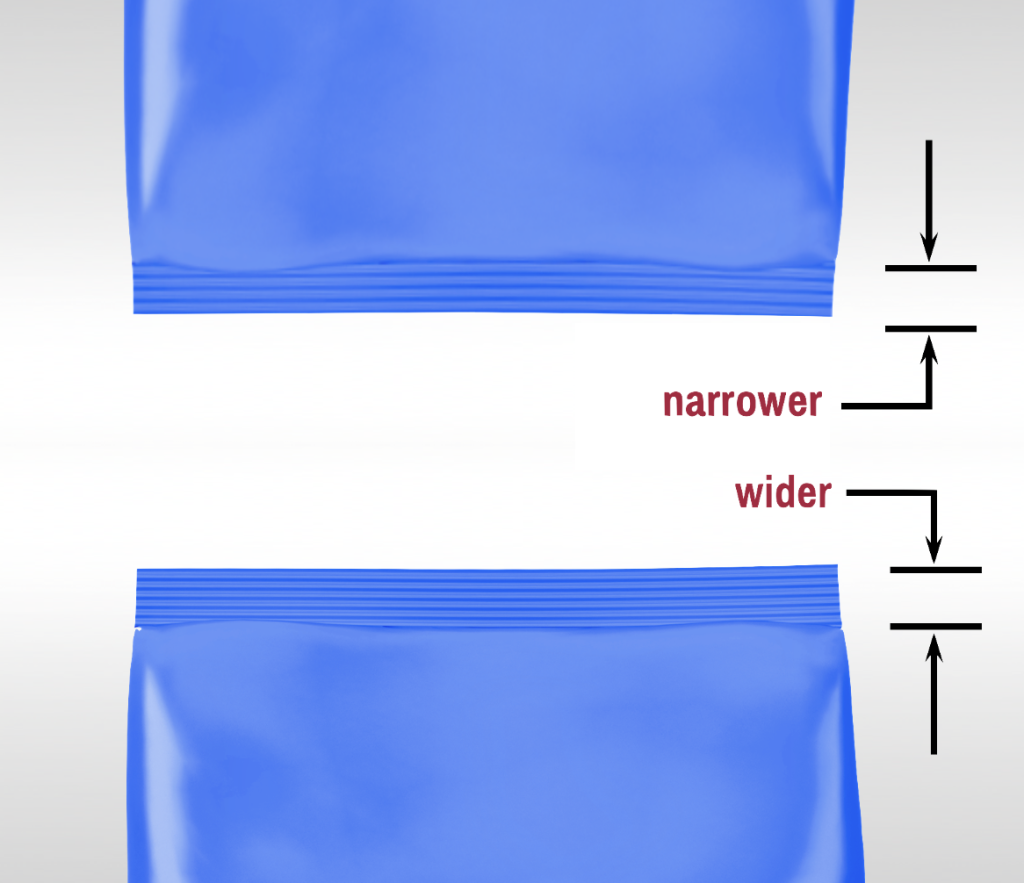
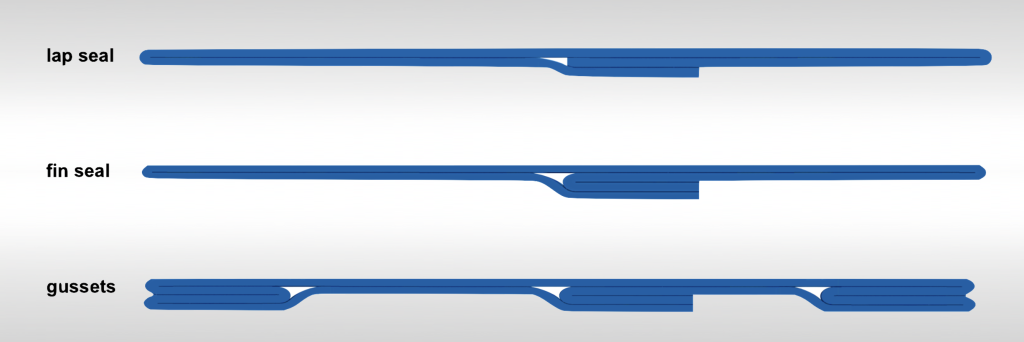
- Package geometry:
– Wider packages or wider seal widths spread force over a larger area and dilute sealing pressure.
– Varying thicknesses created by the fin or lap seal, gussets, and wrinkles make it difficult to apply adequate sealing pressure without distorting or damaging the package.
Thermal Transfer Efficiency
But even when faced with limiting factors or running sustainable or other materials with a narrow Laboratory Seal Range, constriction of the Manufacturing Seal Range and machine speed limitations can be mitigated by improving Thermal Transfer Efficiency.
Greener’s XR™ Sealing Jaws improve Thermal Transfer Efficiency by distributing the packaging machine’s existing force much more efficiently.
Advanced XR™ geometry activates the sealant layer more effectively and moves it into voids to seal off leaks, eliminating the need to upgrade or replace packaging machinery to achieve greater force.
If you encounter situations where a narrow Manufacturing Seal Range is limiting seal integrity and machine speeds, contact Greener Corporation. We can work with you in our packaging lab or at your facility to demonstrate improvements with XR™ Sealing Jaw technology.


