¿Cuál es la mejor combinación de calor, tiempo, y presión para producir sellos de calidad en envasadoras verticales? La respuesta varía según la maquinaria, los materiales de empaque y las condiciones. Pero en todos los casos Adherencia en Caliente es una consideración importante, pero a menudo pasada por alto.
Este Segmento Técnico de Greener explica Adherencia en Caliente y su papel en la ecuación de sellado de calor + tiempo + presión para máquinas de empaque con mordazas recíprocas y no giratorias.
Adherencia en Caliente
Adherencia en Caliente se refiere a la fuerza de un sello mientras aún está caliente.

Todos los materiales de empaque tienen un Rango de Temperatura de Sellado Efectivo entre el Punto de Derretir, o la Temperatura de Inicio del Sellado de la capa sellante, y el Punto de Distorsión, donde la apariencia del empaque y la calidad del sellado se deterioran.

Los sellantes modernos han sido diseñados para proporcionar una excelente fuerza de sellado. Pero los paquetes tienen poca o ninguna resistencia hasta que los sellos se han enfriado por debajo del Punto de Derretir de la capa sellante.

Problemos de Adherencia en Caliente
Durante el proceso de fabricación de bolsas o empaque de cajas, la Adherencia en Caliente deficiente se presenta como una falla total o parcial de un sello que ha sido estresado mientras aún estaba demasiado caliente.

Los problemas de Adherencia en Caliente a menudo son causados por temperaturas de sellado demasiado altas. Estos problemas son especialmente frecuentes con los materiales de empaque más gruesos y rígidos, que pueden ser más difíciles de transferir el calor y, a menudo, provocan un aumento de la temperatura.
Mejora de la Adherencia en Caliente
Reducir la Temperatura
El mejor método para mejorar Adherencia en Caliente es reducir los ajustes de temperatura, de modo que la capa sellante se enfríe por debajo de su punto de fusión más rápidamente. Sin embargo, si se deja como un ajuste aislado, la reducción del calor podría causar una integridad de sellado deficiente en los sellos del paquete inicial

Aumentar Tiempo + Presión
Pero dado que el calor, el tiempo y la presión están estrechamente relacionados y pueden ser interdependientes, un aumento compensatorio en el tiempo de permanencia, la presión o ambos pueden mantener la calidad del sello.

Los tiempos de permanencia más largos a menudo no son factibles, ya que ralentizan la producción y reducen la producción.
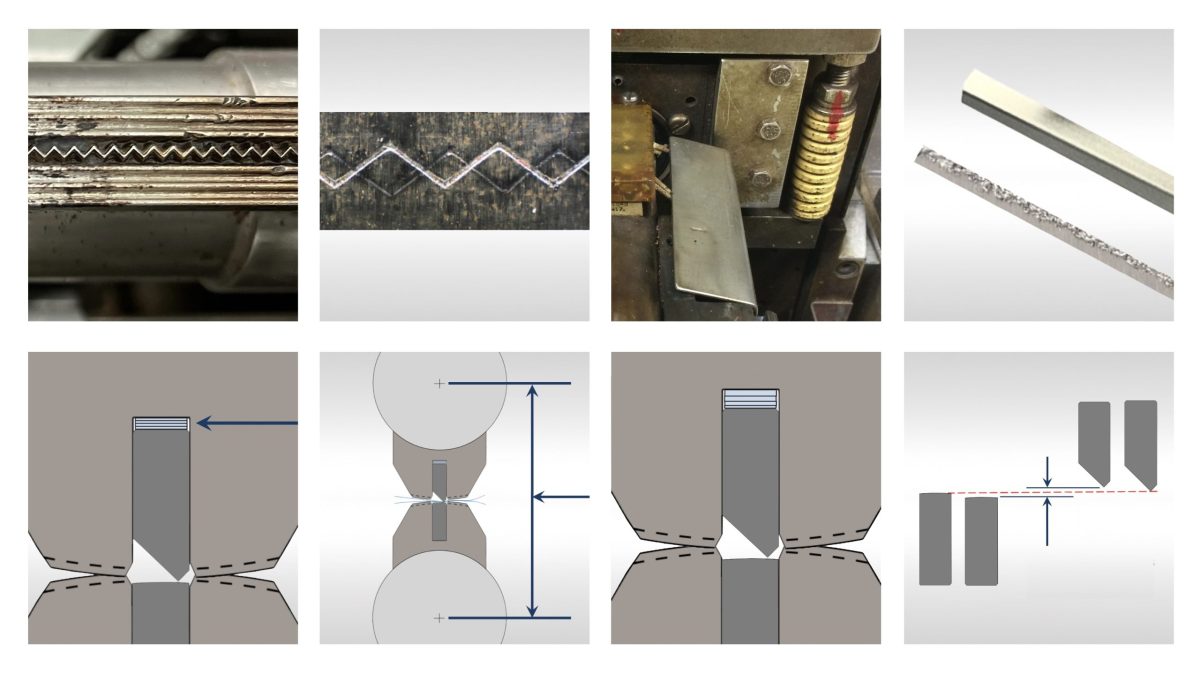
Pero los ajustes de la máquina y los diseños personalizados de las mordazas pueden proporcionar una mayor presión y un mejor contacto superficial entre el material de empaque y el dentado de las mordazas. Se conduce más calor a través de la capa sellante dentro de un período de tiempo determinado y se pueden reducir las temperaturas.


Ancho del Paquete y Ancho del Sello
Es importante reconocer que las dimensiones del paquete afectan los niveles de presión de sellado.
A medida que un paquete se vuelve más ancho, la fuerza de la mordaza se diluye en un área mayor y se reduce la presión efectiva transferida al sello en cualquier punto dado. Los paquetes más anchos generalmente requieren tiempos de permanencia más largos que los paquetes más pequeños.

Los anchos de sello más angostos también proporcionan una mayor presión en cualquier punto dado al concentrarla en un área más pequeña.
Reducir el ancho del sello puede requerir una disminución correspondiente en la temperatura de sellado que mejora la Adherencia en Caliente y puede reducir los costos de película por paquete.

Refinar los ajustes de su máquina y los diseños de las mordazas de sellado lo ayudarán a proporcionar la presión adicional necesaria para optimizar Adherencia en Caliente, y al mismo tiempo mejorar la calidad del sello y productividad.
Para recibir recomendaciones para optimizar Adherencia en Caliente en su aplicación de empaque, comuníquese con Greener Corporation. Proporcionamos piezas integradas y servicios técnicos en todo el mundo.