Un Segmento Técnico del Steve Tucker, Ingeniero de Tecnología de Empaque de Greener Corporation
En aplicaciones de termosellado para envasadoras verticales y envolvedoras horizontales, el rango de sellado del material de empaque es un factor determinante para la calidad del paquete y la velocidad máxima de la máquina.
Esta Segmento Técnico de Greener :
- Explica la distinción crucial entre el rango de sellado de Laboratorio y el rango de sellado de Fabricación
- Identifica los factores clave que limitan el Rango de Sellado de Fabricación
- Recomienda soluciones para mitigar dichos problemas
Rango de Sellado Laboratorio Frente a Fabricación
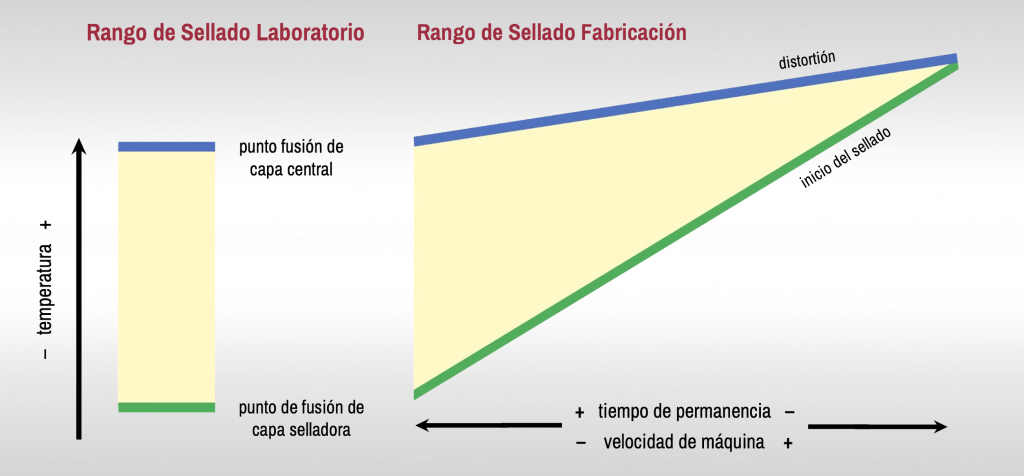
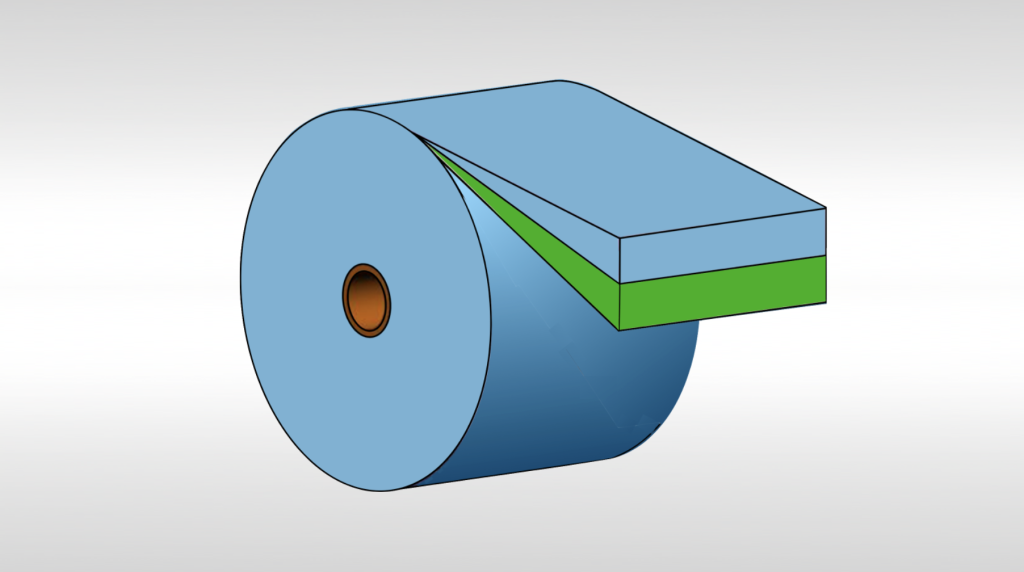
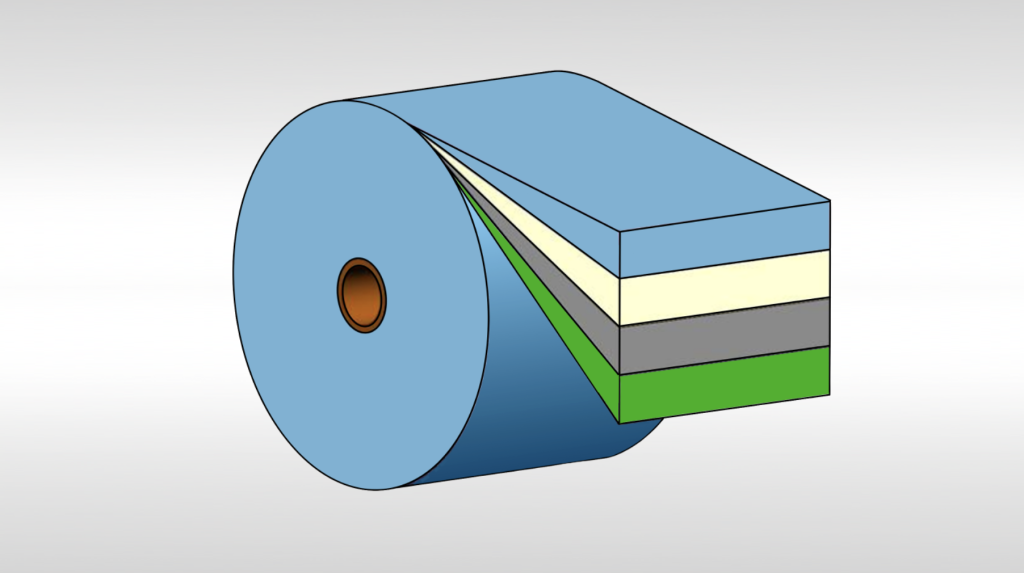
El Rango de Sellado en Laboratorio de un material se extiende entre el punto de fusión de su capa sellante y el punto de fusión de sus capas centrales.
A diferencia del Rango de Sellado de Laboratorio, el Rango de Sellado de Fabricación no permanece constante; se estrecha a medida que aumenta la velocidad de la máquina y se reduce el tiempo de sellado (o tiempo de permanencia). La velocidad máxima de la máquina está limitada por la necesidad de mantener los ciclos de temperatura normales de las mordazas dentro de este Rango de Sellado de Fabricación.
Eficiencia de Transferencia Térmica
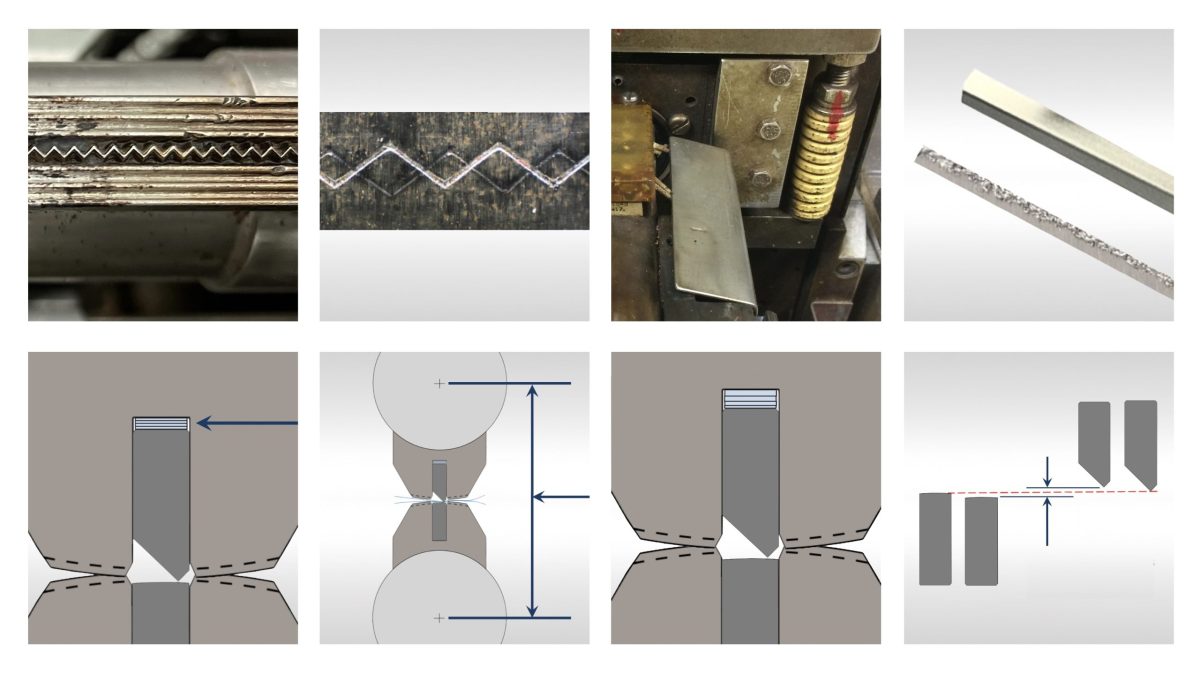
El objetivo es optimizar la Eficiencia de Transferencia Térmica: activar la capa selladora y desplazarla hacia los canales y huecos para sellar las fugas con la mayor rapidez posible, sin sobrecalentar ni deformar las capas centrales.
Rango de Sellado Fabricación
El Rango de Sellado de Fabricación determina el tiempo de permanencia mínimo y la velocidad máxima de la máquina que mantendrán la integridad adecuada del sello. Varios factores pueden restringir el Rango de Sellado de Fabricación y limitar las velocidades máximas de la máquina, entre ellos:
- Estructuras de empaque con un rango de sellado de laboratorio estrecho, como los mono materiales sostenibles.
- Materiales de empaque más gruesos, que requieren temperaturas de las mordazas más elevadas y/o un mayor tiempo de permanencia para activar la capa sellante.
- Menor presión de sellado, la cual depende de la fuerza con la que la máquina envasadora o envolvedora cierra las mordazas. La fuerza tiene una capacidad de ajuste limitada en la mayoría de las máquinas.
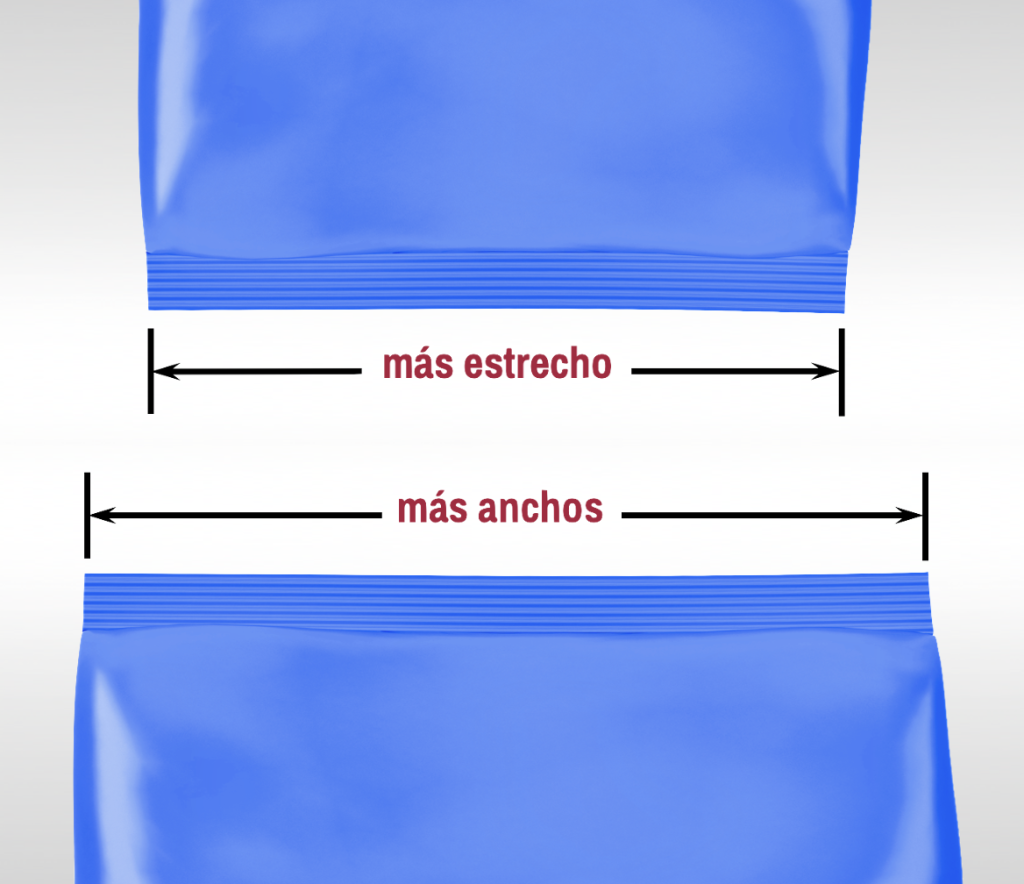
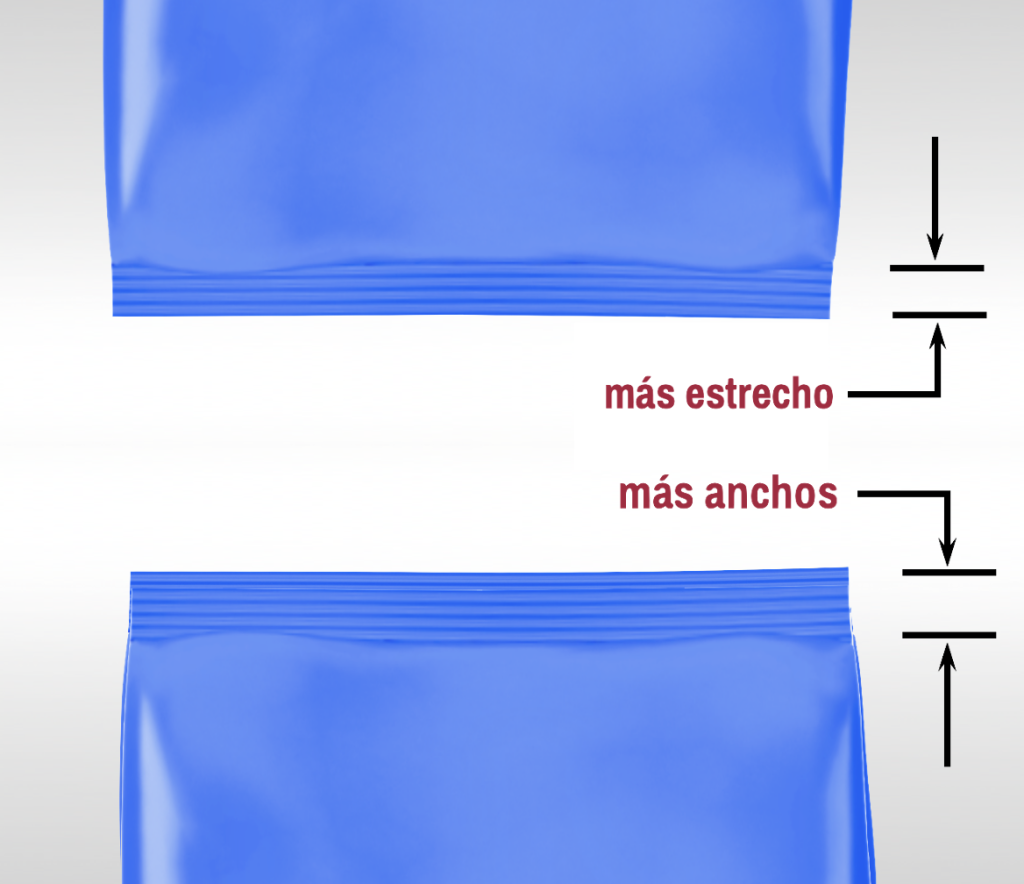
- Geometría de Paquete:
– Paquetes más anchos o sellos con mayor anchura distribuyen la fuerza sobre una superficie mayor y reducen la presión de sellado.
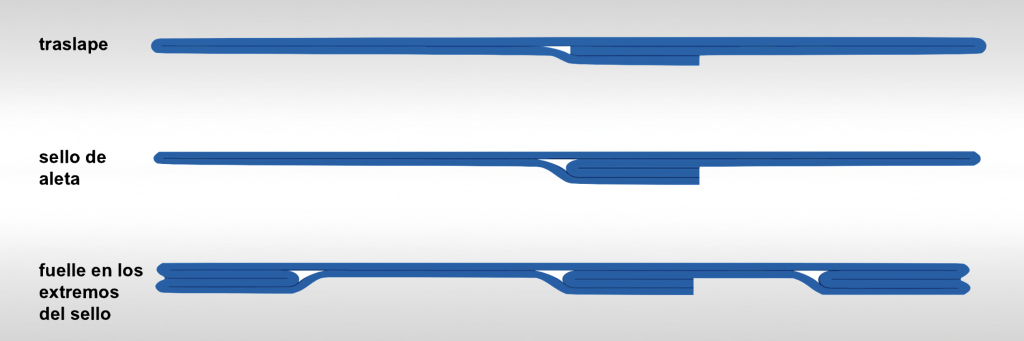
– Los espesores variables—causados por la soldadura de aleta o traslape, los fuelles y las arrugas—dificultan la aplicación de una presión de sellado adecuada sin deformar ni dañar el paquete.
Eficiencia de Transferencia Térmica
Sin embargo, incluso al enfrentarse a factores limitantes o al procesar materiales sostenibles, u otros con un rango de sellado estrecho, es posible mitigar la restricción del rango de sellado de fabricación y las limitaciones de velocidad de la máquina mejorando la Eficiencia de la Transferencia Térmica.
Las Mordazas XR™ de Greener mejoran la Eficiencia de Transferencia Térmica al distribuir de manera mucho más eficiente la fuerza existente de la envasadora o envolvedora.
La geometría avanzada XR™ activa la capa selladora con mayor eficacia y la mueve hacia los espacios libres hacia los huecos para sellar las fugas, eliminando así la necesidad de actualizar o sustituir la maquinaria para lograr una mayor fuerza.
Si se encuentra con situaciones en las que un Rango de Sellado de Fabricación estrecho limita la integridad del sello y las velocidades de la máquina, comuníquese con Greener Corporation. Podemos trabajar con usted en nuestro Laboratorio de Empaque o en sus instalaciones para demostrar las mejoras que ofrece la tecnología de Mordazas XR™.