Perfeccionando y Eliminando Arrugas y Pliegues en Envasadoras Verticales
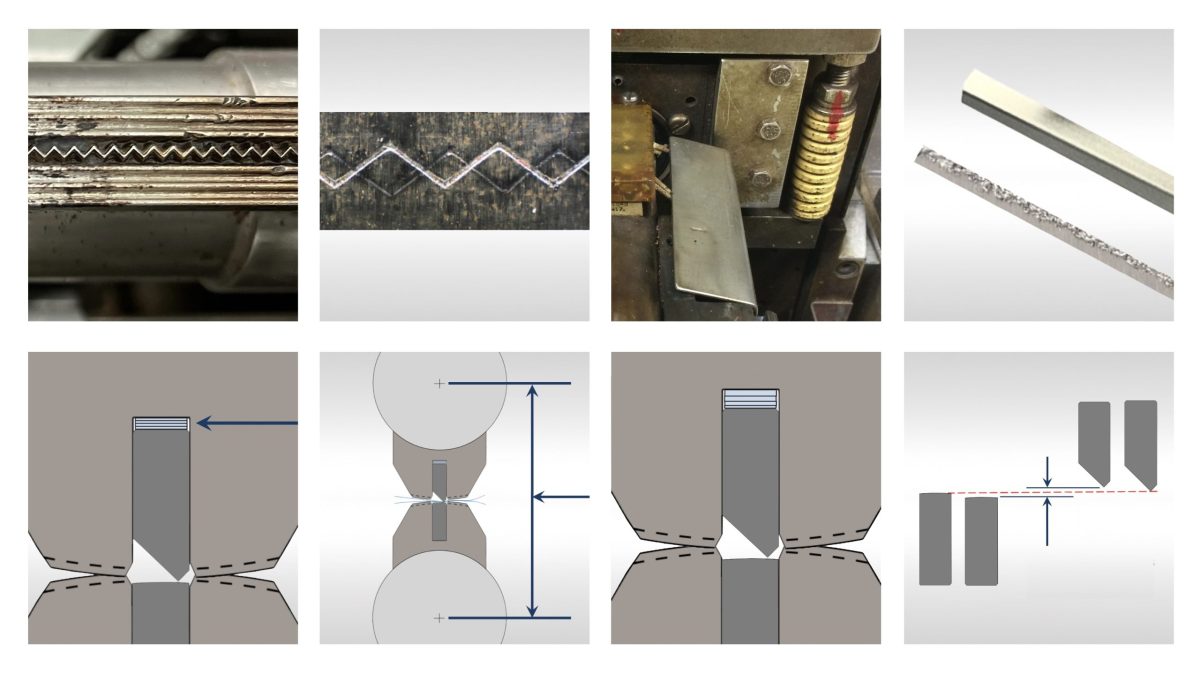
Variando espesores de material de envoltura en el sello puede causar problemas de sellado, especialmente en los puntos de transición de multiples capas de material de envoltura creadas por la aleta o traslape del sello, pliegue inglés, arrugas, pliegues y en las esquinas. Aplicación de presión y calor deben de ser suficientemente altas para activar la capa sellante para que fluya y selle estos vacíos.
Sin embargo, presión excesiva puede romper o dividir el sello, mientras el sobrecalentamiento distorsiona el sello y puede ocasionar hot tack pobre, en donde el material de envoltura se vuelve a abrir o monda, antes de que el sello se establezca.

El rango de operación (ventana de operación) para crear sellos de calidad puede ser elusivos, resultando en paquetes que fugan, distorsionados y con poca buena apariencia para los clientes.
Un paso importante en el proceso de solución de problemas de este tipo es eliminar arrugas y pliegues. Esta publicación, la segunda parte de una serie de cuatro, examinará este proceso en envasadoras verticales; Parte 1 cubre estos problemas en envolvedoras horizontales.
Cualquier impedimento que estorbe el flujo uniforme del material de envoltura pude distorsionar paquetes y crear fugas; una combinación de factores suelen ser los culpables. Para encontrar las causas a estos problemas y arreglarlos recomendamos un análisis exahustivo de diseño, condición y ajuste, comenzando con la bobina de material de envoltura y continuando secuencialmente a medida que el material de envoltura es desembobinado, formado, llenado y sellado.
Material de Envoltura en Contacto con el Cuello Formador
El ala del cuello formador debe soportar el material de envoltura completa y uniformemente a medida que la película plana es formada en un tubo. Mucha tensión, poca o desnivelada pueden causar arrugas y pliegues.
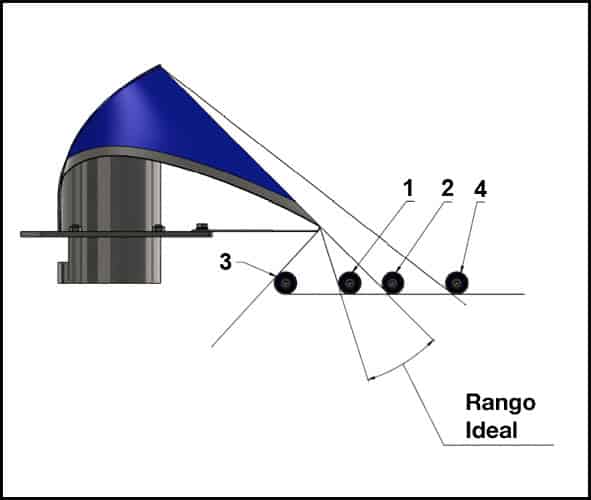
- La posición de los rodillos para que exista contacto uniforme entre el material de envoltura y el cuello formador (en el rango ideal entre opciones 1 y 2 arriba)
- Evitar ajustar los rodillos ocasionando que el material de envoltura alimente en un angulo hacia abajo con respecto al cuello formador (opción 3). Este ajuste desgastará prematuramente el borde del formador.
- Asegurarse que los rodillos no levanten el material de envoltura por encima de la superficie del cuello formador (opción 4).

- Asegurarse que los rodillos estén posicionados paralelos al borde delantero del ala del formador, para que la tensión sea la misma a lo ancho de la película.
- Rodillos para el material de envoltura impropiamente alineados causan desgaste inapropiado al labio del collar formador, lo cual puede crear o agravar problemas con arrugas y pliegues.
Tracción de Material de Envoltura Homogénea
Tensión desigual entre las bandas de tracción y el tubo de la película puede crear arrugas y pliegues.

- Asegurarse que las bandas de tracción están ajustadas y que el tubo formador esta instalado de tal manera que se aplique presión homogénea en cada lado del formador de película.

- Asegurarse que las partes planas del tubo formador están alineadas con las bandas de tracción.

- Asegurarse que el tubo formador no este torcido.
Condición del Conjunto Formador

Desgaste y daño en los conjuntos formadores pueden facilmente pasar desapercibidos, y pueden crear arrugas y pliegues problematicos. La mayoría del daño tiende a ocurrir cuando los formadores son instalados y removidos de la maquina.
Diseño y Construcción del Conjunto Formador
El conjunto formador debe ser propiamente diseñado y construido para las especificaciones de tu paquete específico con el objetivo de producir paquetes atractivos sin arrugas y pliegues involuntarios.


- Cuente con sets formadores diseñados apropiadamente para ser producidos consistentemente de orden a orden, de modo que su instalación requerirá una mínima necesidad de reajustes que consuman mucho tiempo a los rodillos de película, las bandas de tracción y el sello trasero.
Más Información
Esfuerzos para minimizar o eliminar arrugas y pliegues son pasos importantes hacia la optimización de sellos de calidad.
Para obtener detalles adicionales sobre la formación y presentación adecuada del paquete a las mordazas final en envasadoras verticales, consulte estas publicaciones del Blog de Recursos Técnicos:
- Parte 3 de 4 – Optimizando Ajustes de Mordazas
- Parte 4 de 4 – Optimizando Diseño de Mordazas
Suscríbase al Blog de Blog de Recursos Técnicos de Greener Corporation para ser notificado cuando se publiquen estos y otros artículos nuevos.